Berichte
WinDex1200C Twins - Zwillinge für Vater und Sohn
Flächenbau – nächste Herausforderung
Nach Erhalt der Kerne
begann der Detailplan für den weiteren Aufbau der Flächen – und wieder ein kleiner
Einkaufsbummel zu R&G-Faserverbundwerkstoffe im nahe gelegenen Waldenbuch.
Harz, Gewebe, Kohlebänder und -schläuche...
Man glaubt nicht was so alles in 2 Flächensätzen sinnvoll zu versenken
ist.
Zwar hatten wir schon einige Tragflächen in Styro-Bauweise fabriziert, bis dahin aber immer in der alten ‚Handarbeit’ mit Schneideschablonen und Schraubzwingenpressen. Hier wollten wir nun unbedingt einen Schritt in die Neuzeit wagen. Schliesslich geht es hier um eine dünne Seglerfläche, die wir auch noch ordentlich belasten wollen. Eine Vakuumpumpe und die benötigten Utensilien ergänzten unseren Kellerbestand, und wurden zunächst an einem kleinen Testteil erfolgreich ausprobiert. Dann wurde es ernst.
Um es vorwegzunehmen: Es
geht. Man kann durchaus qualitativ hochwertige Flächen im Eigenbau mit
vertretbaren Mitteln bauen.
Wer da durch ist, versteht, warum eine gute
Tragflächen auch ein paar Euronen mehr kostet.
Dabei ist es gar nicht nur das
Material, das verschwindet – die Zeit tut das selbe.
Und selbst bei Serienfertigung
bliebe eine Menge Handarbeit.
Das Bauprinzip haben wir
uns bei aerodesign.de abgeguckt. Die Nasen’Leisten’ sind bei uns GFK Rovings (unsere
Kerne sind mit Nasenradius geschnitten) und die Beplankung der Flächen 1mm
Abachi. Beim HLW entfällt der Mittelholm.
Auf die vielen Details beim Bauen
möchte ich hier nicht näher eingehen. Da gibt es gute Beschreibungen im
Internet und in der Fachliteratur.
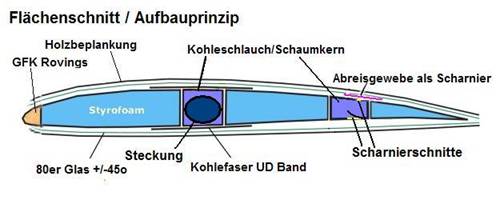
Bild ‚Flügelschnitt’:
So aufgebaut bekommt man sehr steife Flächen mit fertig anscharnierten Rudern.
Fangen wir vorsichtig an
und starten mit dem Höhenleitwerk –
einteilig und ‚nur’ 85cm gross (da hatten wir doch schon mal ein Modell mit der
Spannweite...), also ein gutes Übungsteil für den Aufbau mit CFK Stegen und das
Verpressen im Vakuum.
Der ursprüngliche Plan, die Ruder-CFKstege separat im
vorab zu laminieren wurde wieder verworfen, da die Dinger in 2 Richtungen
konisch laufen und dies ohne Form nicht zu machen wäre.
Also wurden sie gleich
in der Fläche geharzt, dafür blieb die Oberseite im ersten Schritt unbeplankt.
So konnte der Scharnierschnitt vor dem Beplanken oben gemacht werden.
Eine
wesentliche Vereinfachung, da das Scharnierband erst mit der Oberbeplankung
eingesetzt wird,
und damit kaum mehr beschädigt weren kann. Es muss nur noch
die Oberbeplankung eingeritzt werden.
Nachteil: 2 Pressvorgänge pro
Höhenleitwerk. Aber die Vakuumpresserei funktioniert problemlos und das sonore
Brummen der Pumpe im Keller wird bald zur täglichen Kleinen Nachtmusik. Nachdem
die 200mb Vakuum sich stabil eingependelt haben (nicht mehr, sonst wird das
Styro komprimiert und das Profil geplättet), kann man beruhigt schlafen gehen.
Wenn’s nicht mehr schnurrrt, sollte man hell wach werden....
|
|
|
|
|
HLW im Vakuumsack. Rechts das fertige Leitwerk. Kurzes Gestänge und direkte Anlenkung. Das Servo verschwindet in der SLW-Flosse. |
||

Verschleifen,
Einschneiden des Ruderspaltes und Gängigmachen der Ruder ist dann reine
Fleißarbeit. Nach alter Gewohnheit hatten wir allerdings am ersten HLW den Spalt
viel zu breit ausgeschnitten, was dann zur Strafe mühsam zu reparieren war.
Selber schuld.
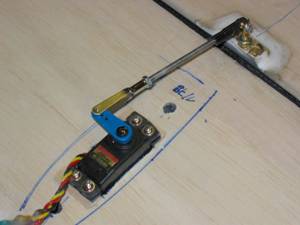
Bei der Anlenkung von HR
und SR geht es dann nochmals eng zu. Das HR Servo wollten wir unbedingt im HLW direkt haben, um beim
Modellaufbau keine Gestänge einhängen zu müssen. Die Anlenkung ist dann sehr
direkt und bei der Montage muss nur der Stecker eingesteckt und gesichert
werden.
Nach dem ersten Erfolg
ging es an die Tragflächen in der
selben Bauweise. Die beiden Holmkästen aus CFK-Schlauch sind genial.
Der
hintere dient als Flächen- und Ruderverkastung. Daneben noch als
Scharnierträger und unten als Heimat einer Einlauflippe.
Sein Schaumkern wird
mit Folie umwickelt und gewachst.
So kann er nach dem Laminieren durch den
unteren Scharnierschnitt leicht entfernt werden. Der vordere Holmkasten ist die
Heimat der Steckung, aber auch Holmsteg in der Senkrechten und erster Holmgurt
in der Horrizontalen. Dabei ist der Aufbau relativ simpel.
Nachteil: Bedingt
durch Profilierung und Trapeze bestehen die Kerne aus 4 Segmenten, die im
ersten Schritt für die beiden Holmkästen zerschnitten werden mussten. Ergebnis:
Pro Fläche 4x5=20 Kernteilchen. Bei 4 Flächen also 80 Puzzlestückchen.
Immer
schön Ordnung halten und möglichst schnell wieder verkleben. Beim
Zusammensetzen und Vakuumpressen muss natürlich darauf geachtet werden, daß
nichts verrutscht oder verwechselt wird – sonst darf der Mülleimer befüllt
werden...
|
|
|
|
|
Vorbereitung der Kerne. Längschnitte für die Holmkästen. |
||


Die Schaumkerne der
Holmkästen wurden in der Höhe um 1mm abgeschliffen, um der Dicke des CFK
Schlauches Rechnung zu tragen.
Eine schöne Sauerei. Aufgeladener Styroporstaub
legt sich zur Freude der Hausfrau im Haus
nieder.....
- und gibt seine Ladung an dieselbe ab. Na ja - ganz so schlimm
war’s nicht.

Als nächstes wurde die
Steckung in den Hauptholmkern eingebaut. Hier gilt es natürlich genau zu
arbeiten.
Also wurde mit einem einfachen Hilfsgrüst aus Aluwinkeln auf der
Arbeitsplatte dafür gesorgt, daß alle 4 Steckungen gleich wurden.
Die
Steckungsrohre entstanden ebenfalls in Eigenbau in
Backpapier-Glas-Wickelmethode.
|
|
|
|
|
Vorrichtung für die Herstellung der Steckung und das Resultat |
||


Die rohen Flächenkerne bekamen
noch Servokästen (selbst gemacht – lohnt sich bei der Menge) eingesetzt und
Servokabel eingezogen. Zusätzlich noch ein Kabelpaar für eventuelle
Rauchpatronen oder sonstige Effektchen – man weis ja nie...
Die Kabel wurden
entlang der CFK-Teile eingezogen. Diese schirmen fremde elektromagnetische Strahlungen
schon mal etwas ab.
Eben wegen dieser Abschirmung wird dagegen keine der beiden Empfängerantennen in eine
Fläche gelegt.
Alle weiteren Einbaugewebe werden zugeschitten und pro Fläche ordentlich zurechtgelegt:
- Eine Komplettlage Glas 80g/m˛ 45° diagonal verlegt, oben und unten
- CFK Unidirektionalbänder 200g/m˛ in der Länge gestuft, je 3 oben/unten
- Zur ‚Härtung’ zwei Bänder im Endleistenbereich
- Abreisgewebe
|
|
|
|
|
Servokästen in Serienproduktion . Bereitstellung der Laminate |
||


Jetzt könnte der
eigentliche Flächenbau losgehen. 24.Februar - Faschingsdienstag. 3 Monate
Arbeit bis hier.
Der Winter wird wohl zu kurz für dieses Projekt. Ich schnappe
mein Akordeon und gehe zur Abwechslung auf Kneipentour.
Narri-Narro. Aber nach
kurzer Erholung geht es weiter.
Als letzte Vorbereitung
vor dem Beplanken werden die Holmkerne mit CFK Schlauch überzogen und die
Wurzelrippen angeklebt.
Damit die Styroporteile nicht mehr verrutschen werden
sie auf der Oberseite mit kleinen Gewebestreifen zusammengehalten.
Zur Vereinfachung wird
wieder in zwei Stufen beplankt – erst die Unterseite. Also 4 x 2=8 mal
laminieren, abkleben, pressen, verputzen.
|
|
|
|
|
Rein in den Harzanzug, Ärmel hoch gekrempelt, eingeharzt und ab in die Presserei. 4x, und die Unterseiten sind fertig. |
||


Nach der Beplankung der
Unterseite: Einbau der Störklappen und Verstärkungsklötzchen für Anlenkungen
und Ruderschnitte.
Danach erfolgte das Sägezahn-fressende Schneiden der oberen
Scharnierlinie.
Die Standzeit des Mini-Sägeblattes in Kohlefaser liegt bei
einer Flächenseite.
Danach zeigen die spitzen Zähnchen nur noch stumpfe
Rundungen, die dann die CFK Teile eher durch-brennen als -sägen.
Der zweite Laminiervorgang stellt dann die Oberbeplanung fertig.
40m CFK Holmbänder, 20m
CFK Schlauch, 50m Glasrovings, diverses Gewebe und ca 1kg Harz sind verbaut.
Die
Vakuumpumpe schnurrte rund 300 Stunden klaglos.
|
|
|
|
|
Vater und
Sohn in einträchtiger Arbeit. Gemeinsame Ziele verbinden. Ein Hoch auf unser
Hobby ! |
||
|
|
|
|
|
Die letzte Fläche ist im Sack. Die Harzpamperei ist beendet. Der schöne blaue Harzanzug darf entsorgt werden. |
||




Ostersamstag 11.April.
Zum ersten Mal können die Flächen an die
Nr.1 angesteckt werden. Die Werkstatt reicht dazu nicht.
Wir verlagern das
Anpassen in den frühlingshaften Garten. Dort wieder wirkt die Kiste gar nicht
soooo groß....
Wieder ein Meilenstein - und immer noch nicht liegt das vor uns,
was die meisten Modellflieger als ‚Bausatz’ kaufen.
Von ARF ganz zu schweigen.
Aber: Großes Aufatmen -
die Vermessung zeigt keine groben Fehler.
|
|
|
|
|
Windex Nr 1 zeigt zum ersten Mal ihre Grösse. |
||

Den Mai benötigen wir für
die weiteren Arbeiten an den Tragflächen:
-
Verschleifen
der Flächen (mit Schwingschleifer im Garten - wegen der Staubwolken.
Nachbar’s
schwarzer Sportwagen verlor kurz seinen Hochglanz - sorry..)
- Verspachteln zum Rumpf und Anpassen der Winglets (mit 1,5 ° ‚Vorspur’)
- Ausschneiden der Beplankung für die Störklappen (nur eine hat sich versteckt und wurde nicht gleich gefunden L)
- Sägen der unteren Klappenschnitte für Wölbklappen und Querruder (Kohlestaubwolken dringen in alle Ritzen...)
- Gängig-machen der Ruder (vorsichtig, sonst ist das integrierte Scharnier dahin...)
- Ausfräsen der Servoabdeckungen
- Servoeinbau und Anlenkungen (Routine)
Es hatte sich gelohnt, so vieles vor dem Verpressen schon einzubauen und zu bedenken. An den beplankten Flächen wurde nur noch ‚Material entfernt’. Alles ist schon unter der Schale eingebettet !
Die EWD wurde sorgfältig auf 2,5° vermessen und die HLW Auflage entsprechend aufgespachtelt.
Einige weitere ‚Kleinarbeiten’ vervollständigen den Rohbau:
- Haubenverschluss (Eigenbau, über Stahlseil bedienbar unter der Flächenanformung)
- Flächenverriegelungen
- Motor- und Spinneranpassungen
- Motorraumdeckel
- Kabinenhaube
- Finales verschleifen und Entfernung der Trennlackschicht.
Mitte Juni2009. Unsere beiden Modelle sind nun im Stadium ARC (allmost ready to cover - früher hiess dies einfach ‚Rohbau-fertig’.)
Der Bericht ( gekürzte Fassung ) ist erschienen in Aufwind 4-6/2010, dem Modellsportmagazin für den Segel- und Elektroflug.
Hier veröffentlicht mit der Genehmigung der Aufwind-Redaktion. www.aufwind-magazin.de
Copyright und Rechte: Frank Notter / Magazin Aufwind